

The services at Aurigene enable clients to have quick access to building blocks, intermediates, and final drug substances from gram-scale to multi-kilo-scale. The team comprises of analytical, process development scientists and engineers having expertise in small-scale synthesis to large-scale manufacturing. The accelerated delivery of pre-clinical candidates to the customer expectation is driven by phase appropriate development approach.
We offer technical services in various segments FTE and FFS projects Target Synthesis Process R and DPeptidesOligonucleotidesLipidsTox and pre-clinical studies We have 3 kilo lab facilities for scale-up Hyderabad- 20 and 50 L Bangalore- 5, 10, 20, 50 L Hyderabad, Potent lab- 20 and 50 L Our Services Target hit identification Route scouting Phase appropriate development Standalone FFS target deliveries




Lab and Pilot Facility
The process, analytical and pilot facility are co-located and are designed with appropriate modular fume hoods, gas detectors and with engineering control for operational safety.
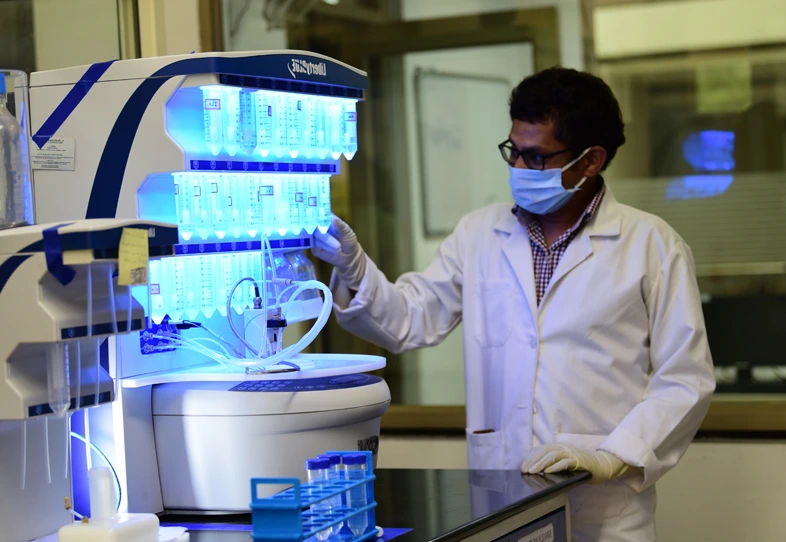
Analytical and Process Safety Lab
The lab enables the scientists to perform in-process testing and development studies in real-time. The state-of-the-art analytical lab includes High-Performance Liquid Chromatograph (HPLC), Differential Scanning Calorimeter (DSC), microcalorimeter, and accessory equipment. The analytical testing capability also includes a Bruker 400-Megahertz Nuclear Magnetic Resonance (NMR), mass spectrometer, small-scale preparatory HPLC, gas chromatography, analytical SFC, Karl-Fischer titrator, and combi flash torrent system.
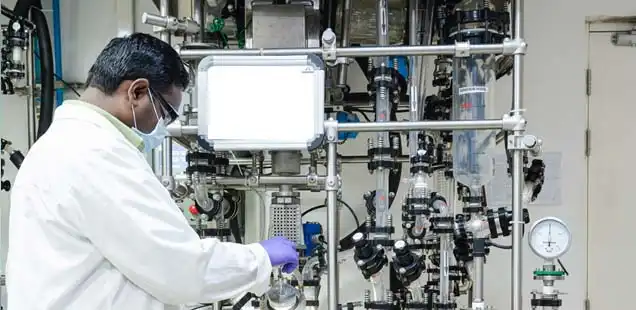
Pilot Facility
The lab consists of a jacketed cylindrical glass reactor (10 L to 50 L), a Huber thermic fluid circulation system (operating temperature of -20 °C to 150 °C) with a cumulative reactor capacity of 150 L. The facility also has a 50-liter autoclave to perform the high-pressure hydrogenation with a design pressure of 20 Bar to cater to the small-scale hydrogenation and an autoclave (500 mL to 10 L) with similar design pressure is also available for enabling gram to kilo scale.
The reactors are designed with high vacuum distillation. The facility has other downstream equipment like Pressure Nutsche Filter (PNF), rotavapor of 20 L capacity, vacuum tray dryer, and temperature control storage. The facility can cater to perform air and moisture-sensitive reactions and metal-promoted reactions.
The pilot lab consists of:
- Jacketed cylindrical glass reactor (5 L to 50 L)
- Huber thermal fluid circulation system (operating in temperature range of -20 °C to 150 °C)
- Cumulative reactor with capacity of 150 L
- 50 L autoclave with a pressure bar of 20 bar for high pressure hydrogenation
- 50 mL to 10 L autoclave for enabling gram to kilo scale
The facility consists of following downstream equipments:
- Pressure Nutsche filter (PNF)
- Rotavapour of 20 L capacity
- Vaccum tray dryer
- Temperature control stage
- Air and moisture sensitive reactions and metal promoted reactions
Why Aurigene Early Phase Development and Pilot Facility Services?

Expert scientific and process engineering team

Pilot lab facilities for rapid scale-up

Dedicated steroid and HPAPI lab

High-end technology platforms comprising peptides and oligonucleotides





Virtual Tour


Hyderabad R and D Center

Bangalore R and D Center

Development and Kilo Lab
Connect with our scientific experts for your drug discovery, development, and manufacturing needs
We understand that clear communication is essential to successful collaborations, and that's why we have a dedicated team that is always ready to help you. Whether you have questions about our services, want to discuss a potential partnership, or simply want to learn more about our company, we're here to help.
Our team of experts is dedicated to providing personalised solutions tailored to your unique needs. So, please don't hesitate to reach out to us. We look forward to hearing from you and helping you achieve your business goals.
You are about to leave Aurigene Pharmaceutical Services and affiliates website. Aurigene Pharmaceutical Services assumes no responsibility for the information presented on the external website or any further links from such sites. These links are presented to you only as a convenience, and the inclusion of any link does not imply endorsement by Aurigene Pharmaceutical Services.
If you wish to continue to this external website, click Proceed.


Leaving already?
Don't forget to join us at
CPHI Worldwide 2023.
October 24th-26th, 2023 | Barcelona, Spain
Get ready to accelerate your drug’s journey to the market